Podajnik drutu
Do różnych spawarek TIG
Napędzany silnikiem krokowym
Podajnik zimnego drutu PodTIG-1
Opis ogólny
Urządzenie przeznaczone jest do automatycznego podawania drutu (zimnego drutu) ze szpuli bezpośrednio pod elektrodę spawarki TIG za pomocą pancerza prowadzącego (prowadnik drutu). Czterorolkowy mechanizm podający napędzany jest silnikiem krokowym. Pracą silnika zarządza programowalny sterownik. Na zamówienie klienta możliwa jest modyfikacja programu, zarówno na etapie produkcji, jak i na etapie eksploatacji maszyny. PodTIG może pracować w połączeniu ze spawarką, lub całkowicie niezależnie od niej. Podajnik PodTIG-1 dobrze sprawdzi się przy spawaniu TIG: ręcznym, półautomatycznym, automatycznym, oraz we współpracy z robotem.
Zalety pracy z podajnikiem PodTIG-1
Spawanie metodą TIG z podajnikiem drutu PodTIG-1 łączy ze sobą zalety spawania tradycyjną metodą TIG i spawania migomatem. Jest to połączenie dużej estetyki spoiny i dużej wydajności. Połączenie dużej precyzji i prostoty procesu spawania.
- Większa wydajność spawania metodą TIG:
- Długie spoiny bez konieczności przerywania na zmianę drutu
- Szybsze spawanie - szybsze podawanie drutu - wyższe prądy spawania
- Mniejsze zużycie materiału spawalniczego:
- Bez odpadów pręta spawalniczego
- Większa prostota i większa precyzja spawania TIG:
- Mniejsze doświadczenie spawacza
- Łatwa kontrola podawanego drutu
- Stabilne trzymanie uchwytu TIG dwoma rękoma
- Łatwiejsze spawanie w trudno dostępnych miejscach
- Ograniczenie kąta nachylenia uchwytu TIG względem spawanego elementu co zmniejsza nagrzewanie materiału
- Częściowa lub pełna automatyzacja procesu spawania TIG:
- Spawanie z pomocą manipulatora i uchwytem TIG w statywie
- Spawanie z pomocą robota.
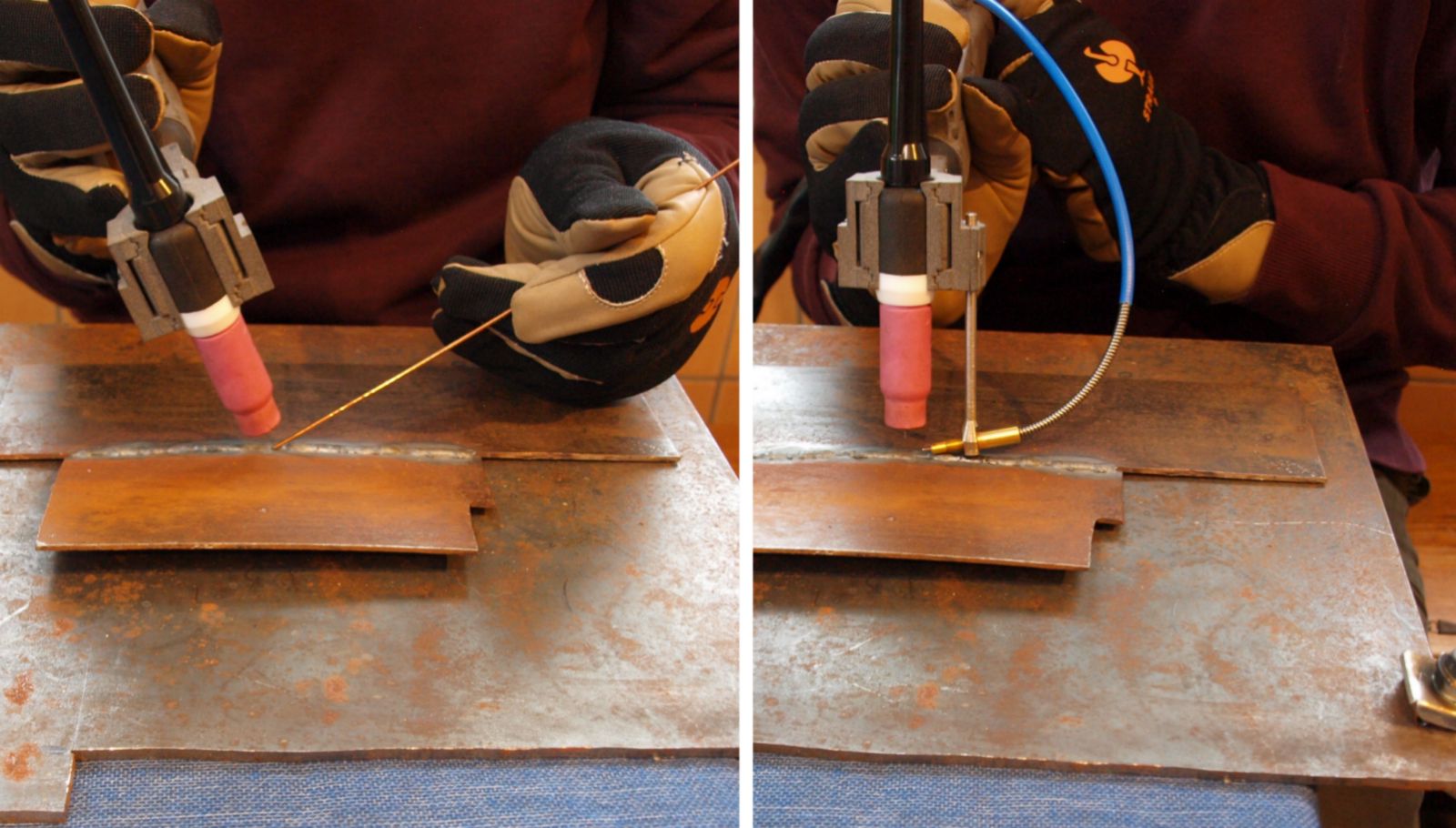
Rys. 2. Spawanie tradycyjne TIG i spawanie TIG z podajnikiem drutu.
Opis techniczny
Stalowa obudowa PodTIG-1 wewnątrz podzielona jest na dwie komory. W jednej umieszczone jest okablowanie, urządzenia sterujące, urządzenia związanie z zasilaniem oraz silnik krokowy, i jest ona zamknięta klapą przykręconą śrubami. Druga komora zamykana jest drzwiczkami, które można zdjąć z zawiasów. To komora na szpulę druta, w niej znajduje się mechanizm podający, uchwyt szpuli, oraz przyciski do ustawień. Standardowo Otwarte drzwiczki przełączają podajnik w tryb ustawień.
Na froncie podajnika u góry umieszczony jest dotykowy kolorowy panel operatorski HMI. Wszystkie ustawienia realizuje się za pomocą panelu. Z lewej strony u dołu umieszczone jest gniazdo wyjścia drutu. Z prawej strony u dołu znajdują się gniazda sygnałowe (Rys. 3.). Sygnały wejściowe to zwarcie styków przycisku, lub napięcie do 9V DC z urządzenia zewnętrznego. Jedno z gniazd przyjmuje sygnały wprowadzające podajnik w tryb gotowości (np. sygnał trwającego procesu spawania). Kolejne przyjmuje sygnały rozpoczynające podawanie. Trzecie przyjmuje sygnały wysuwu lub wycofania drutu w trybie ustawień. Czwarte gniazdo podaje sygnał wyjściowy (zwarcie styków przekaźnika) uruchamiający spawarkę.
Rozdzielenie gniazd sygnałowych daje możliwość podłączenia źródeł sterowania w różnych konfiguracjach. Każda z funkcji może być uruchamiana dowolnie: przyciskami np. na rękojeści TIG, przełącznikami nożnymi, sygnałami ze spawarki lub sygnałami z innych urządzeń zewnętrznych.
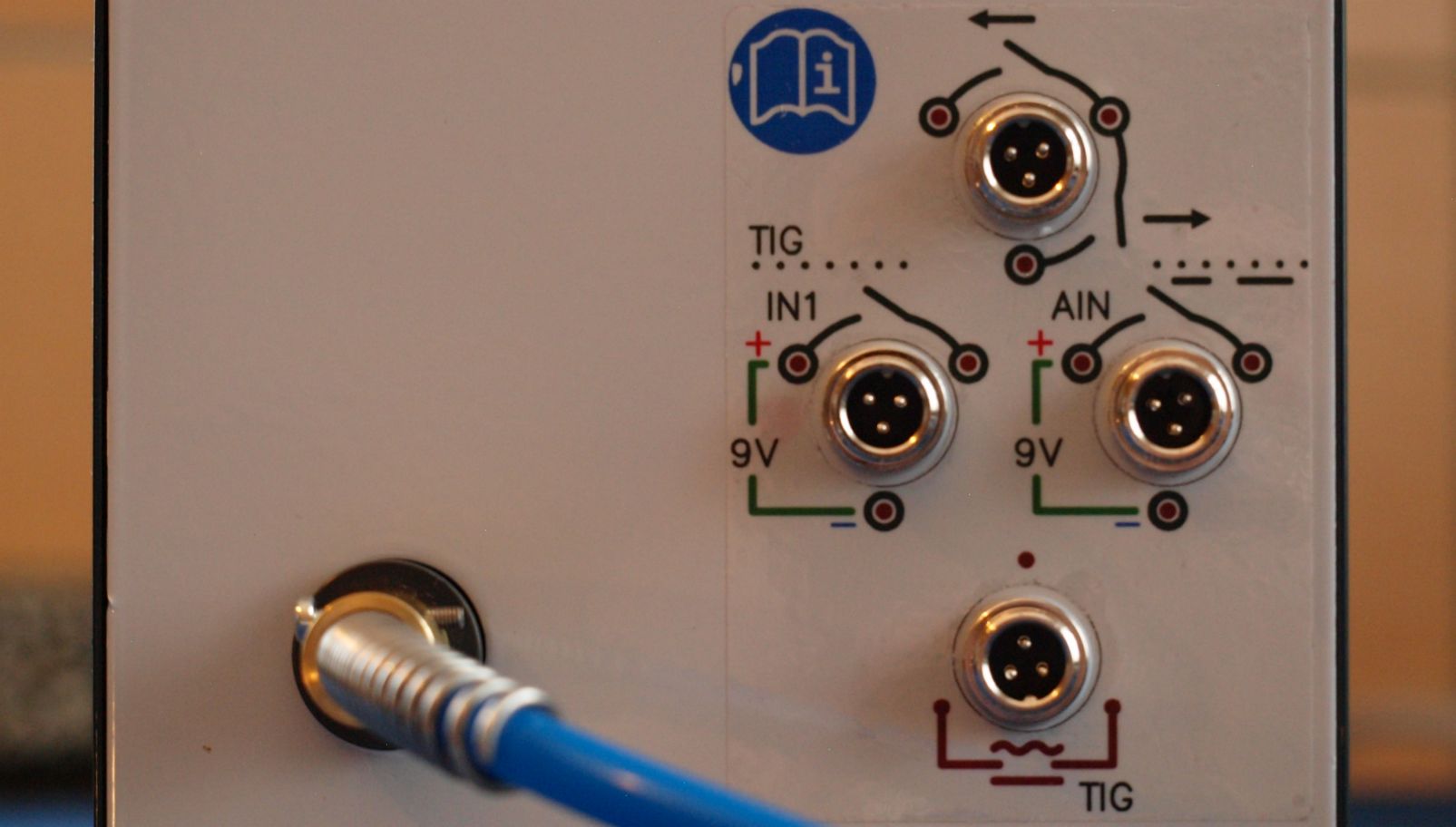
Rys. 3. Wejścia i wyjścia podajnika:
• U góry - wysuw lub wycofanie drutu w trybie ustawień
• Z lewej - włączenie trybu gotowości
• Z prawej - podawanie drutu
• U dołu - wyjściowy sygnał do spawarki - uruchomienie spawania.
Dane techniczne
Ustawienia (Rys. 4.)
- Podawanie drutu
- Jednostajne
- Pulsacyjne zdefiniowane
- Pulsacyjne ręczne
- Pulsacyjne - puls spawarki lub inne źródło * opcja w trakcie testów
- Parametry podawania
- Opóźnienie podawania [s] 0 - 9 z krokiem 0,1s
- Ilość drutu podana w 1 min. [mm] 1 - 9000 z krokiem 1 mm
- Maksymalna prędkość chwilowa [mm/s] 1 - 500 z krokiem 1 mm/s
- Wycofanie drutu dla każdego pulsu w trybie podawania pulsacyjnego [mm] 0 - 10 mm z krokiem 0,1 mm
- Wycofanie drutu przy zatrzymaniu w trybie podawania jednostajnego [mm] 0 - 10 mm z krokiem 0,1 mm
- Czas jednego cyklu (podanie i wycofanie) [s] 0,1 - 9 s z krokiem 0,1 s
- Zapamiętywanie ostatnich ustawień
- Możliwość zapisania 49 programów (numer i nazwa do 20 liter)
- Przełączanie programów podczas spawania wg. wcześniej ustalonej listy * opcja w trakcie testów
- Ustawienia dodatkowe
- Prędkość jałowa - wysuwu lub wycofania drutu w trybie ustawień (poza procesem spawania) 5 - 100 mm/s z krokiem 1 mm/s
- Korekcja luzów tj. luzów drutu w prowadniku i luzów na zużywających się zębatkach mechanizmu podającego 0 - 20 mm z krokiem 0,1 mm.

Rys. 4. Dotykowy panel operatorski PodTIG - 1.
Prędkości maksymalne
- Prędkość maksymalna podawania drutu została ograniczona do 9000 mm/min
- Prędkość maksymalna chwilowa jednego pulsu (o odpowiednio długim czasie) to 500 mm/s (30000mm/min).
Materiał spawalniczy
- stal czarna, stal kwasoodporna, aluminium i inne (dla każdego materiału należy używać dostosowanego prowadnika)
- Średnica drutu prowadzącego od 0,6 do 1 mm
- Dostosowany do dwóch rozmiarów szpuli z drutem spawalniczym
- Szpula 5 kg; Øwew. 52 ± 1 mm; Øzew. 200 mm; Sz. 55 mm
- Szpula 1 kg; Øwew. 16 ± 0,1 mm; Øzew. 100 mm; Sz. 45 mm.
Sterowanie
- Wejścia sygnałowe
- Sygnał spawania - wprowadza podajnik w stan gotowości - zwarcie styków przycisku sterującego lub zewnętrzny sygnał od 3 do 9 V DC
- Sygnał rozpoczynający podawanie drutu - zwarcie styków przycisku sterującego lub zewnętrzny sygnał od 3 do 9 V DC
- Sygnał wysuwu lub wycofania drutu - zwarcie styków przycisku sterującego
- Jedno wyjście sygnałowe - sygnał uruchamiający spawarkę - zwarcie styków przekaźnika
- PodTIG-1 pracuje tylko w trybie 2 taktu. Praca w trybie 4 taktu wymaga zastosowania przed wejściem sterującym konwertera sygnału 4 taktu na sygnał 2 taktu.
Zasilanie
- Jednofazowe: 230 V AC / 50 Hz
- Urządzenie może być podłączone do sieci z uziemionym przewodem ochronnym (L, N i PE)
- Klasa ochronności: I
- Urządzenie zabezpieczone jest ogranicznikiem przepięć typu 3
Gabaryty (Rys. 5.)
- Dł. x wys. x sz. 400 x 152 x 423 mm
- Masa: 14,6 kg bez szpuli.
Rys. 5. Gabaryty PodTIG - 1.
Jak działa podajnik?
Film
Film 1. Film przedstawia:
• Wysuwanie i wycofywanie drutu w trybie ustawień.
• Spawanie z pulsacyjnym - zdefiniowanym podawaniem drutu.
• Spawanie z jednostajnym podawaniem drutu.
Oferta
Podajnik, prowadnik, elementy sterowania
Uwagi: • Prowadnik drutu umieszczony jest w przewodzie prowadzącym, co ułatwia późniejszą jego wymianę. Taki zestaw dalej będzie nazywany dla uproszczenia: prowadnikiem drutu • Uchwyt TIG jest rozumiany jako kompletny zestaw przewodów elektrycznych, sygnałowych, gazowych i innych wraz z palnikiem TIG i elektrodą • Obsługa podajnika wymaga podpięcia 4 przełączników lub innych źródeł sygnałów sterujących • Pilot z przyciskami - zawsze przewodowy.
Podajnik PodTIG oferowany jest bez uchwytu TIG, bez prowadnika drutu i przełączników sterujących. Powyższe podlegają oddzielnej wycenie gdyż są spersonalizowanymi elementami systemu podawania drutu. Można je wykonać na różne sposoby. Przykłady:
- Dostosowanie uchwytu TIG dostarczonego przez klienta
- Przypięcie prowadnika drutu do dostarczonego uchwytu TIG
- Wykorzystanie przycisków na rękojeści TIG lub przypięcie pilota z przyciskami TIG
- Modyfikacja dostępnego na runku uchwytu TIG dla potrzeb podajnika i przewidzianej spawarki
- Prowadnik drutu niezależny od uchwytu TIG
- Prowadnik z rękojeścią, do trzymania w ręce (i np. przyciski na rękojeści)
- Prowadnik przypięty do statywu spawalniczego
- Wykorzystanie pilota ręcznego i/lub przełączników nożnych
- Złożenie nowego uchwytu TIG
- Wykonanie metodą druku 3D spersonalizowanej rękojeści, z odpowiednimi przełącznikami i wyjściem dla prowadnika drutu
- Dostosowanie systemu podawania drutu do współpracy z manipulatorem lub robotem.
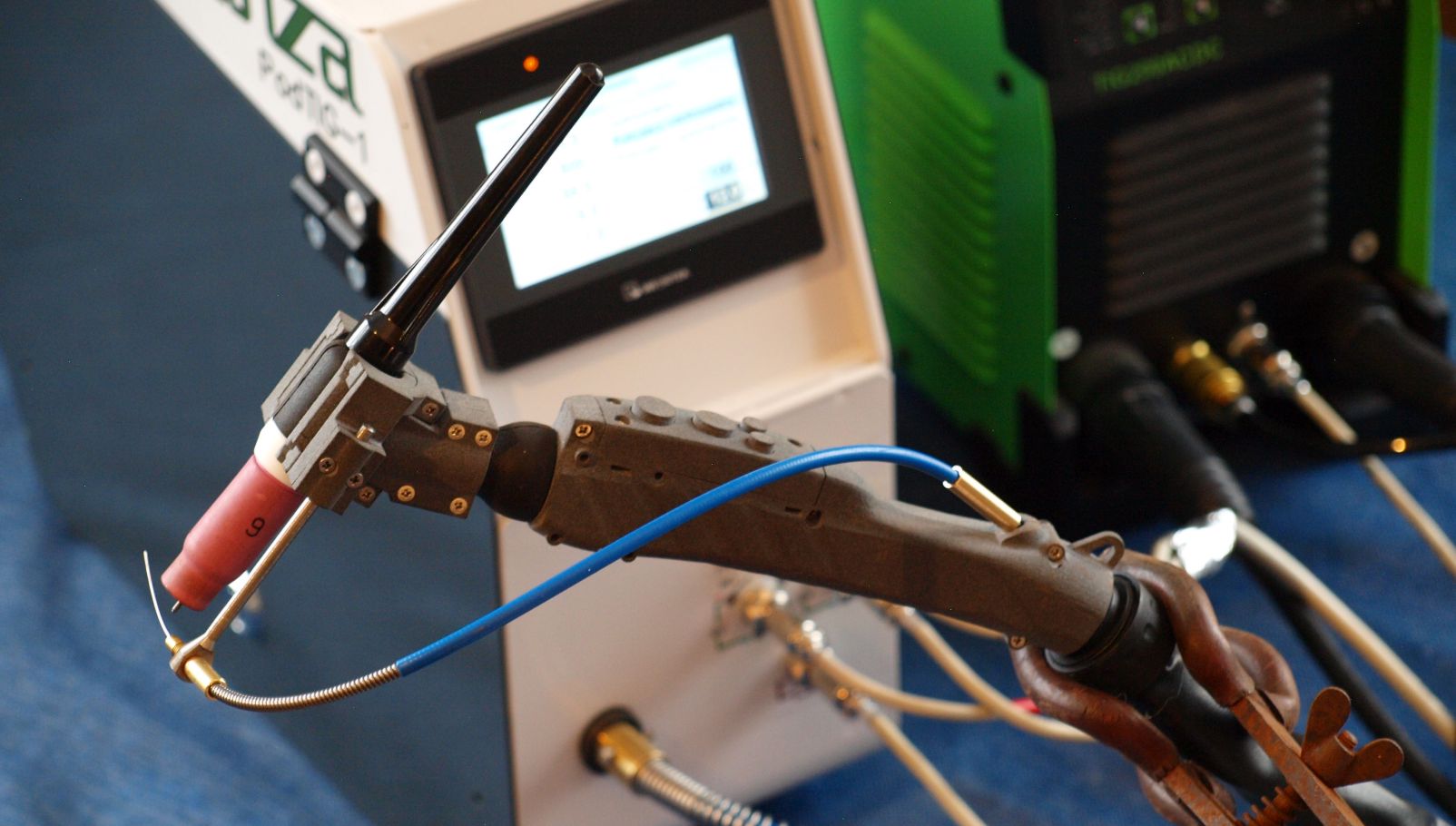
Rys. 6. Spersonalizowany uchwyt TIG: Rękojeść wykonana metodą druku 3D z czterema przyciskami.

Rys. 7. Pilot przypinany do rękojeści TIG.
Zamówienia i kontakt
Wszelkie pytania, zamówienia prosimy kierować na:
podajniktig@wanza.pl
Współpraca i wsparcie
Projekt z potencjałem
Kilka miesięcy wytężonej pracy nad projektem podajnika drutu do spawarek TIG przynosi oczekiwany efekt - gotowy produkt: "PodTIG-1". To początek drogi projektu PodTIG, a już teraz maszyna prezentuje wysoki poziom. Z pewnością okaże się świetnym rozwiązaniem dla warsztatów ślusarskich, a nawet większych zakładów produkcyjnych.
W projekcie PodTIG drzemie wielki potencjał dzięki zastosowaniu nowoczesnych i przemyślanych rozwiązań technicznych:
- napęd podajnika - silnik krokowy;
- programowalny sterownik silnika;
- panel operatorski HMI - pozwala użytkownikowi szczegółowo określić parametry podawania;
- zastosowanie rozdzielonych wejść sterujących dla poszczególnych funkcji;
- dwa rozdaje sygnałów dla wejść sterujących;
- jedno wejście z możliwością obsługi sygnału analogowego (dodatkowe możliwości sterowania);
- uchwyt na dwa rodzaje szpuli.
Powyższe cechy sprawiają, że PodTIG jest urządzeniem elastycznym, które może pracować w różnych konfiguracjach, we współpracy z różnymi maszynami. Urządzenie można łatwo spersonalizować dostosowując do szczegółowych potrzeb klienta. Ponadto, projekt ma duże możliwości rozwojowe:
- dostosowanie do pracy z laserem spawalniczym;
- synchronizacja podawania pulsacyjnego z pulsem spawarki;
- przełączanie programów podczas spawania wg. wcześniej ustalonej listy;
- regulacja prędkości podawania podczas spawania;
- zwiększenie ilości zapisywanych programów;
- zwiększenie prędkości, dynamiki pracy podajnika;
- dołączenie dodatkowych wyjść sygnałowych dla innych urządzeń, np. manipulatora;
- i inne - jeszcze nie wymyślone przez konstruktora ;)
Zapraszamy do współpracy!
Dbając o szybki rozwój projektu PodTIG, otwieramy się na współpracę. Poszukujemy wsparcia szczególnie w dziedzinach:
- promowanie produktu, dystrybucja, sprzedaż;
- rozwój technologii produkcji;
- testowanie;
- prace badawczo-rozwojowe.
Zainteresowanych współpracą i/lub wsparciem projektu prosimy o kontakt na: